

Lighter, durable custom interiors that reduce medical crew workload — this is the number one request of helicopter emergency medical services (HEMS) operators around the world and it’s what makes Aerolite stand out in the airborne medical interiors industry.

Aerolite was founded in 1995 in Switzerland by people experienced in designing and building medical interiors for MBB Bo.105s and BK117s. Aerolite soon expanded to the Airbus EC135, EC145, Leonardo AW109 and Bell 429.
During that time, most light twin emergency medical services (EMS) interiors followed the same formula. They included an aluminum blood floor panel with integrated fore/aft seat tracks and fluid channels, a stretcher, up to three medical caretaker swivel seats, a medical rack in the vicinity of the patient and medical team, an oxygen system, an air and vacuum system, medical equipment integrations with corresponding electrical access, and lighting systems. While all inclusive, this typical medical interior could easily weigh up to 500 pounds (227 kilograms).
In 2012, a HEMS operator approached Aerolite with a unique request. It required a Bell 429 HEMS interior for search-and-rescue (SAR) and EMS missions in a challenging alpine environment where SAR missions above 11,000 feet (3,350 meters) were not uncommon. The operator needed a much lighter HEMS interior solution to achieve this mission profile.
Aerolite went back to the drawing board to identify materials and processes that could reduce weight without sacrificing durability and functionality. The company started with the blood floor, the inserted floor panel that provides a sealed barrier between the cabin and aircraft frame to contain any spilled fluids. This aluminum floor alone could weigh up to 100 lb. (45 kg).
“We came up with an ingenious system that affords customers the same features of the aluminum blood floor, but weighs only 20 lb. [9 kg],” said Hans Bretscher, vice president and general manager of Aerolite America, Aerolite’s subsidiary in Fort Mill, South Carolina. “We identified a heavy-duty synthetic material often used in aircraft galley floors, which is tough and made for daily wear and tear. We combined this with a composite core. This material allows us to provide the same features as aluminum floors, but we don’t have to mill seat tracks into it. We can use the original seat tracks on these floors.”
After lightening the interior by 80 lb. (36 kg) with the new blood floor, Aerolite was on a roll. Its engineers began looking at all the structures in the aircraft interior, identifying opportunities to replace current materials with a much lighter and tougher option — carbon fiber.
“We maintained aluminum in areas where there is high impact, on corners, and where replaceable wear elements are needed,” Bretscher explained. “But there were plenty of areas where carbon fiber materials made sense.”
Aerolite’s new lightweight carbon fiber components and honeycomb panels, together with seat integrations that did not require tracking swivel seats but still guaranteed full patient access, led to further weight reductions. The company also designed a lightweight stretcher side loading system for the Bell 429, further decreasing weight.
In the end, Aerolite’s improved modular interiors now weigh between 250 to 300 lb. (113 to 136 kg) depending on configuration. Realizing the value of the lightweight materials for their products, Aerolite acquired HS-Composite GmbH, a composite technology manufacturer, in 2020. This move allows the company to design and manufacture its own composite products and supply other industries with composite part design and manufacture.
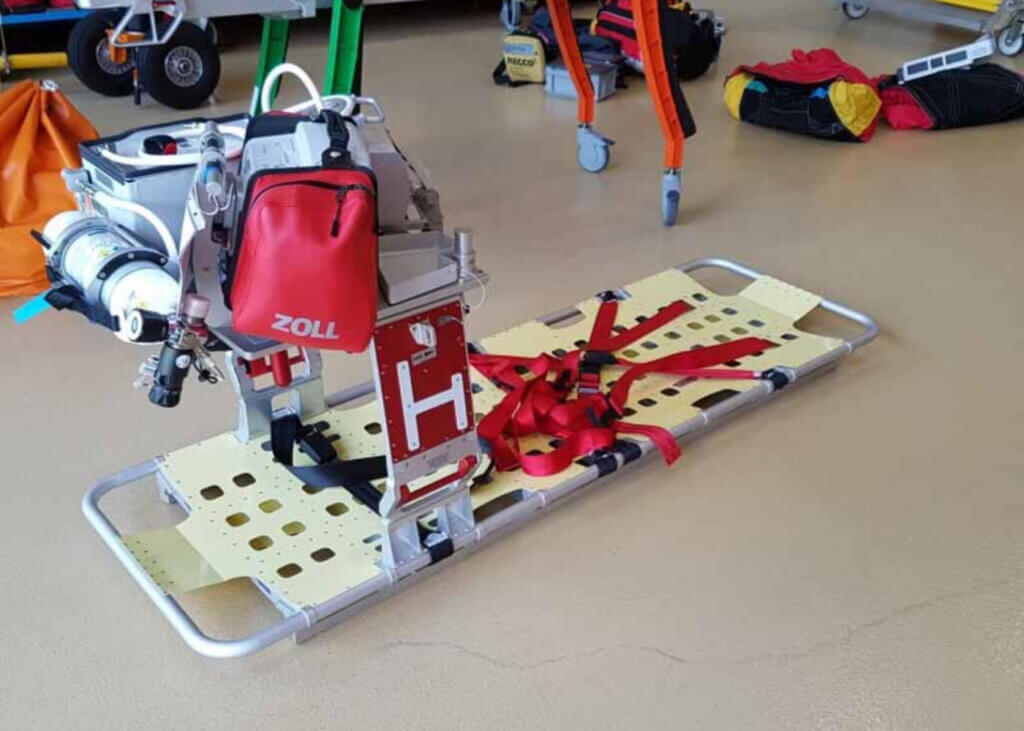
In addition to weight savings, Aerolite is focused on increased functionality. An ideal example is the company’s customizable roll-in stretcher system for the Airbus H145 and Leonardo AW169. This system features wheeled legs that automatically fold in or drop down when loading or unloading a stretcher, saving time and effort when seconds count.
The stretcher can also be outfitted with a lightweight aluminum stretcher bridge that holds medical devices, such as portable defibrillators, monitors, and oxygen systems, and allows these devices to move with the patient. This system is certified for takeoff and landing and increases the functionality for the medical crew, freeing up space in the aircraft that would otherwise house these devices.
Aerolite is growing with planned construction of a new 48,400-square-foot (4,500-square-meter) manufacturing facility near Lucerne, Switzerland, and hopes to expand its facility in Fort Mill to support a growing North American market. The company recently won a large contract in the U.S. for 10 H135 HEMS interiors, and business is rapidly growing in North America, Bretscher said.
There are nearly 650 Aerolite interiors in operation worldwide daily, with each operator requiring its own customized completion. Aerolite maintains a massive catalog of interior options for the Airbus H135 and H145, Bell 429, and Leonardo 109, 139, 169, and 189, and works individually with each customer throughout the process to deliver.
“From South America to Norway and Japan to North America, all of our customers request different features and requirements,” Bretscher explained. “Our very huge catalog allows us to easily customize an interior, and if we do not have the feature, we will design it for the customer.”
Aerolite will install its completions or work with completion centers to perform the work. For completion centers installing their first Aerolite interior, Aerolite sends technicians to train the completion center’s team, allowing them to install the interiors independently moving forward, Bretscher said.



